
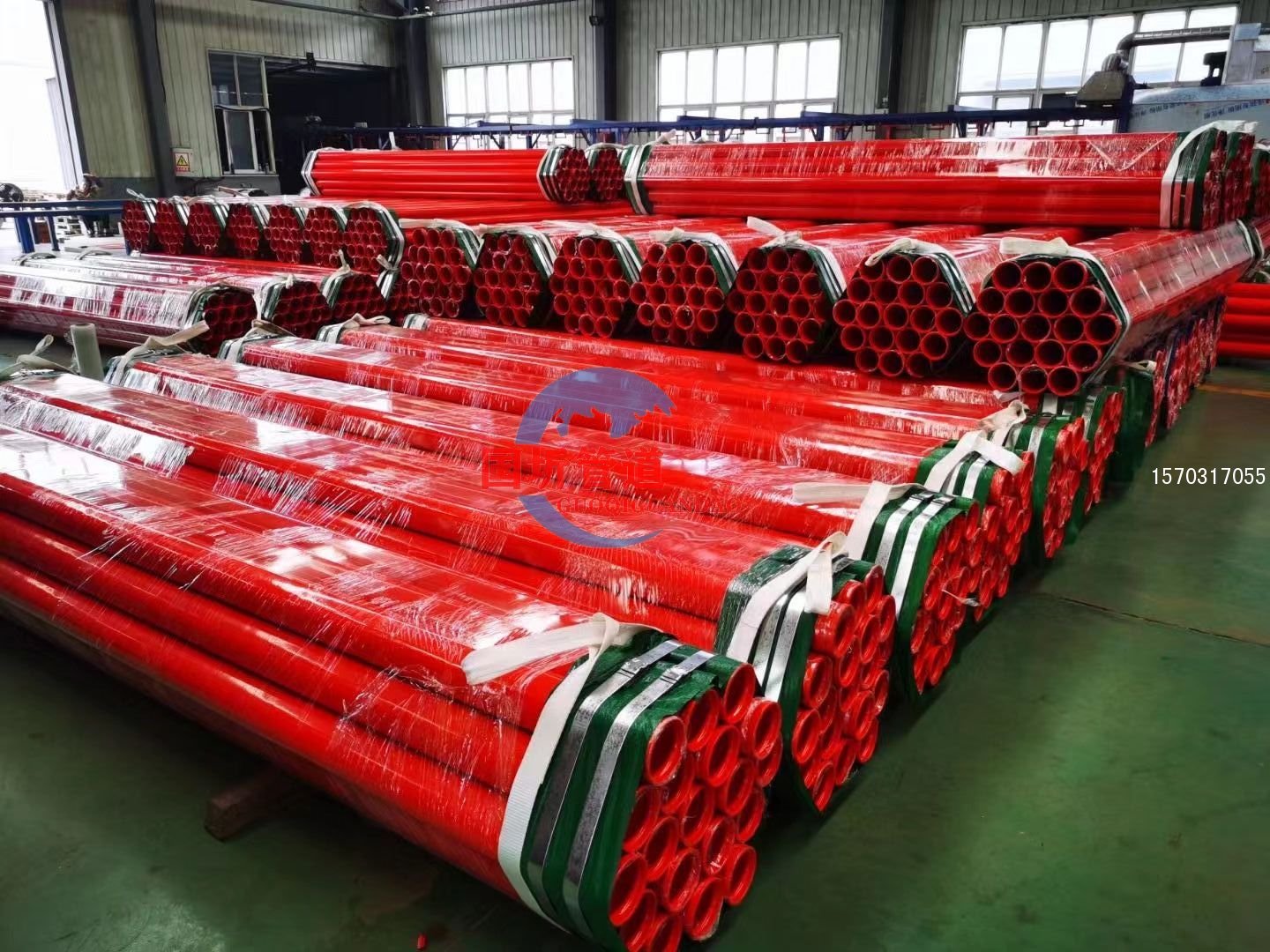









给水和消防管道用无缝化涂塑钢管标准
产品分类: 消防管道工程
城市 大口径 、 小口径 水管 、 直接 饮用水 运输 、 食品 管道 、 医药 、 化工 、 印染 、 海洋工程 管道 、 电缆 、 通信电缆 、 化工 水处理系统 、 道路 、 河流 工程 、 油气管道
订购热线:15703170555
立即咨询
产品详情
城市
大口径
、
小口径
水管
、
直接
饮用水
运输
、
食品
管道
、
医药
、
化工
、
印染
、
海洋工程
管道
、
电缆
、
通信电缆
、
化工
水处理系统
、
道路
、
河流
工程
、
油气管道
、
油气管道
、
油田
防腐管道
、
消防管道
、
公路
管道
是
内外
塑料
钢管
的
应用领域
。
涂塑钢管
成功
解决了
涂层
埋设
、
钢管
腐蚀
、
结垢
等问题
,
延长了
消防给水
管道
的使用寿命
。
基于
优良的
机械系统
性能分析
和
聚合物
复合结构
材料的
优良
耐化学性
。
塑料
钢管
具有良好的
抗静电
、
高压
阻燃性能
,
能承受
恶劣的环境
,
耐腐蚀性
强,能
延长
管道
的使用寿命
。
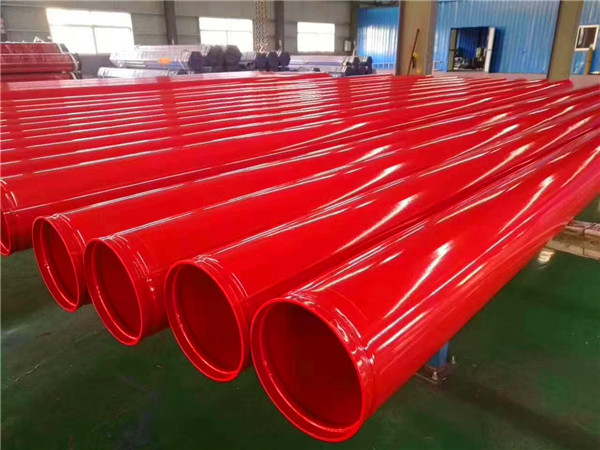
涂塑钢管
具有良好的
耐压性
和
绝缘性
,
能保护
电线
,
防止
漏电
。
涂塑钢管
光滑
无
毛刺
,
适用于
电缆
或
电线
结构
。
是传统
钢管
和
镀锌钢管
的升级
产品
。
它
具有一定的
高强度
、高
延伸率
、
耐腐蚀性
、
耐磨性
、耐流体性
等特点
,
是一种
新型的
供排水
、
防腐
绿色
大
直径
管,已
广泛应用于
国内
工业
。
一般
耐火
镀锌管
和
连接器
腐蚀
,
实际
工作需要
改进
一些问题
:一
是由于
镀锌钢管
耐腐蚀性
差,
长期
水
腐蚀
,
涂层
钢管
内表面
更容易
生锈
,
防锈
层后,
喷嘴
容易
堵塞
,
降低
传输效率
。
二是
涂塑钢管
表面
结垢
后,
容易
缩小
或
堵塞
钢管内径
,
减少
水和空气
输送
,
影响
工程
实际
使用效果
。
这些问题
和
缺陷的
存在
缩短了
镀锌管
的使用寿命
,
通常
只有
7到8年。
此外
,锌
蒸气
的
热浸镀锌
过程
容易引起
操作人员
的锌
中毒
,
高温
热浸镀锌
过程中
锌粉
和锌
液的
飞溅
也容易
烫伤
操作人员
,
严重影响
企业的
环境质量
。
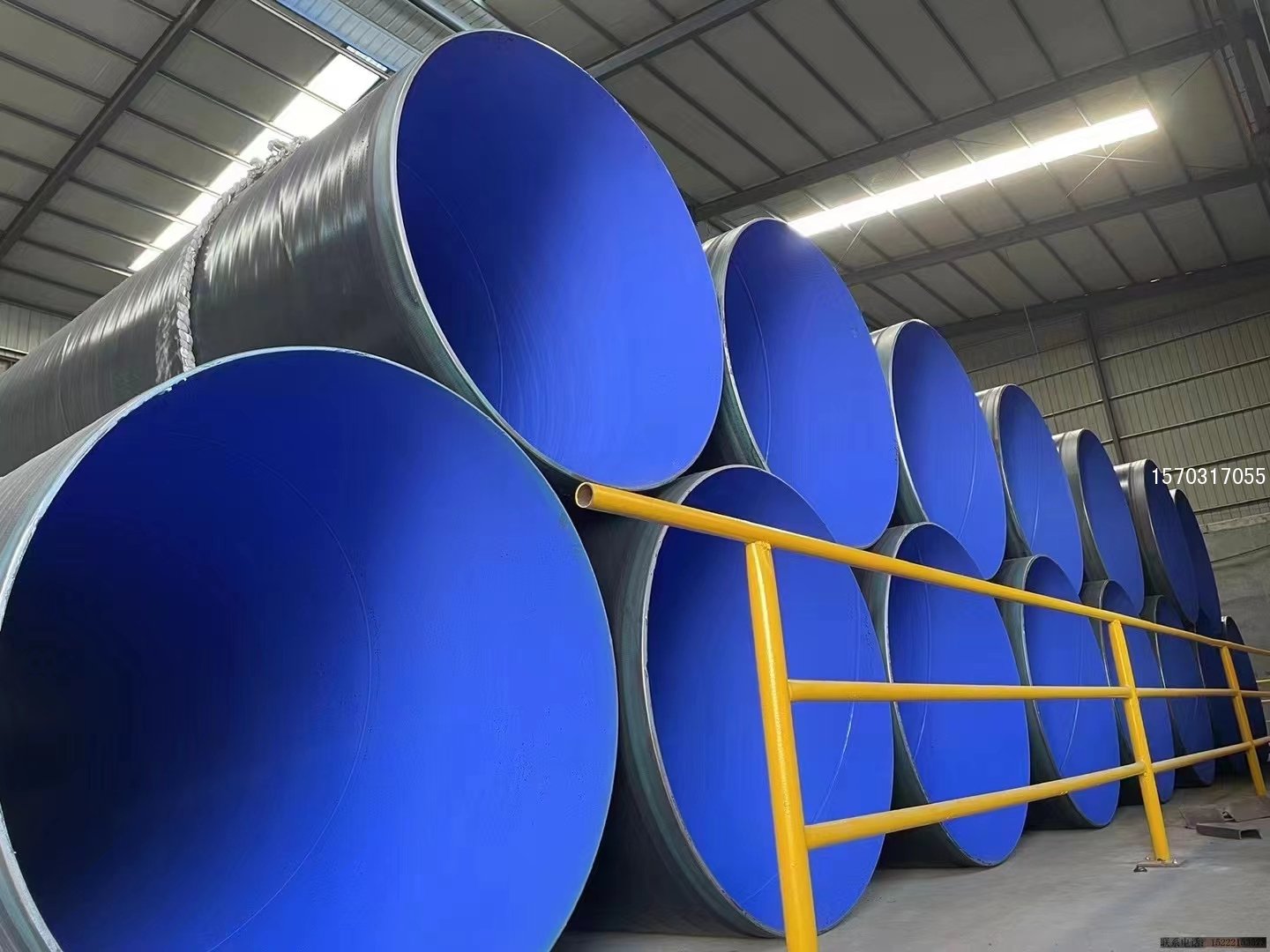
涂层
钢管
的产品
特点是
涂层附着力
显著提高
,
耐冲击
、
耐压
,
不易
脆性
,
保证
产品
卫生
、
无毒
、
无污染
质量
,
具有良好的
耐化学性
和
海洋环境
的
生化
腐蚀性
。
涂塑钢管
安装工艺
成熟
,
安装
方便快捷
,
连接方式
与普通
镀锌管
相似
,
耐候性
好,
运输效率
高,
使用寿命长
。
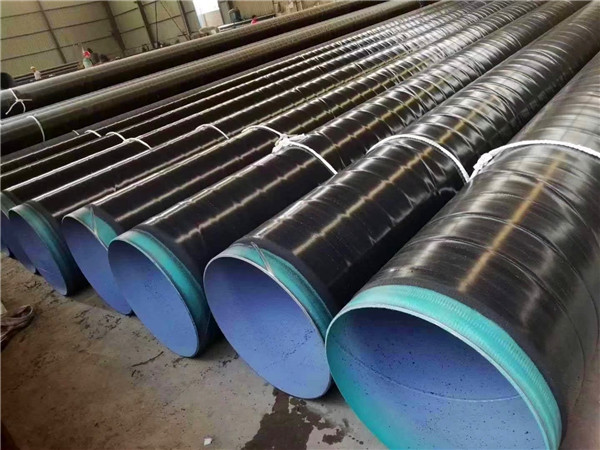
随着ERW焊接钢管技术进步和制管后整体热处理的应用,无缝化中低压流体管的质量得到大幅提升。同钢级的无缝化中低压流体管在很多指标上甚至超越无缝钢管(GB/T8163 输送流体用无缝钢管)。特别是在给水和消防用输水管路领域内替代无缝钢管已成为发展趋势。对无缝化中低压流体管进行内外表面防腐处理,进一步提高无缝化中低压流体管的耐腐蚀性能和输水卫生指标,从而使无缝化中低压钢管附合给水涂塑复合钢管标准(中华人民共和国城镇建设行业标准CJ/T120-2008)。而且附合输关流体用无缝钢管标准(GB/T8163)。以Ø219*8无缝化涂塑钢管为例,耐压值达16MPa,远大于目前给水涂塑复合钢管标准的耐压值(1.6MPa)。给水和消防管道用无缝化涂塑钢管的基管是采用我公司专门生产的无缝化中低压流体管作为母管,经压槽后再用聚乙烯或环氧树脂粉沫涂料等对钢管内外壁进行涂塑,生产成为高档次的钢塑复合道,其抗老化能力强,耐高温、输送阻力小,具有很强的耐腐蚀性及良好的耐化学稳定性,安装快速简易。经检验,无缝化涂塑钢管符合生活饮用水、输水配水安全性能标准,因此可以被广泛地应用于城市饮用水管道、消防管道的铺设。本标准对钢管和防腐两个部分提出了相关要求,在技术内容上符合先进性、科学性、可行性原则。
结构钢、优质碳素结构钢或低合金高强度结构钢热轧钢带为原料,经
高频焊接、去除内外毛刺、热处理、无损探伤、水压试验等主要工艺制造的钢管。
给水和消防管道用无缝化涂塑钢管的基管外径、壁厚范围及允许偏差应符合表1规定。
表1 给水和消防管道用无缝化涂塑钢管的基管外径、壁厚范围及允许偏差
注:当需方有特殊要求时,应在合同或协议中注明。
1.2 长度
1.2.1 通常长度
钢管的长度为3000、4500、6000、7500、9000、10500、12000mm,经供需双方协商,可交付长度不短于1500 mm的钢管,但其重量不得超过该批钢管交货总重量的5%。
1.2.2定尺长度和倍尺
定尺长度和倍尺长度应在通常长度范围内,定尺及倍尺全长允许偏差0~+50 mm,每个倍尺长度应按规定留出切口余量5~10 mm。
1.2.3 范围长度
范围长度应在通常长度范围之内。
1.3 弯曲度
钢管的弯曲度不得大于0.15%L
1.4 端头外形
钢管端头外形可根据用户要求进行加工.
1.4.1光管
外径小于φ159mm的钢管两端端面应与钢管轴线垂直,
外径大于φ159mm的钢管,切口斜度不大于1.0mm。
切口端的毛刺应予以清除。
1.4.2坡口
根据用户要求可打坡口,坡口角30°+5° 0°,钝边1.6±0.8mm
表2 加热炉温度控制能力
2.2 为提高基管的整体性能,热处理过程采用正火处理,热处理过程炉温应控制在表3所要求的范围,且应保证使钢管的各部分均匀受热,为防止过分氧化,炉内气氛应为少氧化或保护性气氛。
表3 热处理过程炉温控制表
2.3 经整体热处理后的钢管会因应力释放而弯曲,因此应对弯曲或翘曲变形超过工艺技术要求范围的产品进行矫直,矫直后要求管体各项尺寸不超过表4要求.
表4 矫直后要求管体各项尺寸精度
表5 沟槽各项尺寸表
注:1、沟槽过深则应作切处后重新加工。
2、卡箍的选用可参照表 6、表7、表8内容选购。
表6 卡箍接头密封圈选用
表7 卡箍钢性接头尺寸规格
表 8 挠性卡箍接头尺寸规格
4.1.1 焊接钢管可采用20#钢、Q235B、Q345B牌号的钢制造,其熔炼成分符合表9规定。
表9 焊接钢管牌号和熔炼成分
注:在供方保证Cr、Ni、Cu含量要求时,可不做检验。
4.1.2 如需方要求进行成品分析时,应在合同中注明,钢管的成品化学成分允许偏差应符合GB/T222—1984 的规定。
4.2.力学性能
4.2.1焊接钢管母材需经纵向a力学试验检验,其力学性能应不低于表10规定。
表10 焊接钢管母材纵向力学性能
4.2.2焊接钢管应热处理后对焊缝部位进行横向b力学试验,其力学性能应不低于表11规定
表11 焊接钢管母材横向力学性能
根据需方需求,经供需双方协商,并在合同中注明,供方可提供消防管道用焊接钢管的焊缝横向力学试验数据。
注: a、纵向:指与带钢轧制方向一致的方向;
b、横向:指与焊接钢管焊缝垂直的方向。
4.3 工艺试验
4.3.1 液压试验
焊接钢管应逐根进行水压试验,且稳压时间不得少于5S,在试验压力下,钢管不得出现渗漏。钢管试验压力计算如下:

其中:S这管子公称壁厚
D为管子外径
σs为管子材料名义屈服强度
K为试验压力系数,一般取0.80~0.95
4.3.2 压扁试验
消防管道用焊接钢管应在热处理前后,分别进行压扁试验,截取长度不小于100mm的试样分别进行0°和90°压扁试验,试验要求和结果应满足表13规定要求。
表13 压扁试验要求
注:焊管压扁试样的焊缝与受力方向成90°夹角
4.3.3 无损探伤
焊接钢管应逐根进行焊缝无损探伤检验。
4.3.4 表面质量
焊接钢管的内外表面不允许有裂纹、折叠、轧折、结疤、离层,这些缺陷应完全清除,清除深度不得超过公称壁厚的负偏差,清理处实际壁厚不小于壁厚允许的最小值。
4.4 试验方法
4.4.1 钢管尺寸应采用符合精度要求的量具逐根进行测量。
4.4.2 钢管内外表面应逐根进行目视检查。
4.4.3 应符合表14规定
表14 钢管其他检验项目要求
注:无法在管体上取拉伸试样的可以在生产使用过程中原料母材上截取
管体做防腐前,应对热处理后管体内外表面进行除锈,可以使用机械方式除锈,也可以使用化学方式除锈。机械方式除锈是对钢管的内外表面进行喷丸或喷砂处理,并对处理后的表面进行清洁处理。表面粗糙度要求为Sa 2.5级以上采用化学方式(盐酸或硫酸酸洗)时,在除锈后必须进行表面磷化处理。
1.2防腐处理
防腐涂层原料应采用聚乙烯粉末涂料或环氧树脂粉末进行涂塑,且聚乙烯粉末和环氧树脂粉末均应满足表15和表16要求,基管内外表面的涂层厚度应满足表17要求:
表15 聚乙烯粉末的性能
表16 环氧树脂粉末的性能
表17 涂层厚度应满足下表要求
3.1 修补处应无漏涂点;
3.2 涂层固化后应用涂层检漏仪检测,涂层应无针孔。
3.3 涂层厚度满足表17要求。
4.1 针孔试验:涂塑钢管内表面用电火花检验仪检测,无电火花产生,见表18。
4.2 附着力:聚乙烯涂层附着力不应小于30N/10mm;环氧树脂涂层附着力为1~3级,见表18。
4.3 弯曲性能:公称尺寸不大于DN50涂塑钢管按5进行弯曲后涂层不发生裂纹或剥离。
4.4 压扁性能:公称尺寸大于DN50的涂塑钢管按6进行压扁后涂层不发生裂纹或剥离。4.5 冲击性能:涂塑钢管按7进行冲击试验后涂层不发生裂纹或剥离。
4.6 卫生性能:输送饮用水的涂塑钢管卫生性能应符合GB/T 17219的要求。
表18 聚乙烯、环氧树脂涂层试验要求
外观检验可用目测和手感进行检验。
5.2 尺寸
消防用涂塑钢管的涂层厚度用电磁测厚仪测量,在管子的两端测量圆周上支交的任意四点。长度用卷尺测量。
5.3 针孔试验
用电火花检测仪,对提供试验管的整个内表面进行检查,检测有无电火花产生。检查时所用的电压应符合表19要求。
表19 针孔试验所用电压值
5.4 附着力
5.4.1聚乙烯涂层的附着力用拉开法测试。
a)从测试的管件上切取100mm长管段,并将其从轴线方向一分为二。
b)如图所示,用刀具沿管轴方向在涂膜上以10mm宽度切割两道深至基管表面的裂缝。
c)揭起一段,不能损伤涂膜,用弹簧秤向180°方向逐渐用力拉下,并观察涂膜发生剥离时的力,大于30N为合格。如果在拉的过程中涂膜发生断裂,应视为有充分的附着力。
5.4.2环氧树脂涂层的附着力按CJ/T120规定的方法测定。
5.4.3对DN>150的涂塑钢管,在检测附着力时,可用与基管同样厚度、与生产涂塑管同样工艺条件的检查试板代替检测的涂塑钢管。
5.5 弯曲试验
从测试的涂塑钢管任意位置切取长约1200mm的试样,常温下以基管外径的8倍,在弯管机上进行弯曲,弯曲时不带填充物。对聚乙烯涂层弯曲角度为90°,环氧树脂涂层弯曲角度为30°,弯曲时焊缝应背向弯曲方向,试验后,沿弯曲圆弧轴线的中部将试件剖开,检查内涂层有无剥离和裂纹出现。
5.6 压扁试验
从测试的涂塑钢管任意位置切取长约50mm的试样,常温下至于平板间进行压缩。聚乙烯涂层,要求压至两平板间距离为试样外径的2/3;对于环氧树脂涂层,两平板间距离控制为外景的4/5,压扁时涂塑钢管基管焊缝应位于90°压扁位置,压扁后内涂层应无裂纹和剥离出现。
5.7 冲击试验
从检测的涂塑钢管任意位置截取长约100mm的试样,常温下进行冲击试验,此时焊缝应安置在与冲击面向反方向,试验后,检查内涂层有无裂纹或剥离出现,见表20所示。
表20 冲击试验的锤重和下落高度
5.8 卫生性能
按GB/T 17219规定的试验方法执行
5.9 外表面涂层的试验按照7.1~7.4规定的方法进行。
6.1.1涂塑钢管每批产品需经质量检验部门检验合格后方可出厂。
6.1.2 出厂检验的项目与抽样数量执行表21要求
表 7出厂检验项目与抽样数量
6.1.3 每一检验项目有一件试样不合格时,再取双倍试样复验;当复验有一件不合格时,则该批不合格,但供方可对该批次产品逐一进行检验之后作为新的一批提交验收。
钢管的交货重量可按实际重量交货,也可按理论重量交货
理论重量公式:W=0.0246615*(D-S)*S+δ
W----------钢管每米理论重量(Kg/m)
D----------钢管的公称外径(mm)
S----------钢管的公称壁厚(mm)
δ----------涂塑钢管增加重量系数(mm)
7.2 根据双方约定,可以按管体实际长度交货。
8.3 包装
成品涂塑钢管采用六角打捆包装,打捆前管子两端根据协议戴上塑料帽。每捆产品应有两个合格证,合格证上应注有以下内容:产品名称、规格、数量、标准编号、生产日期、检验标记、生产厂名称、地址和电话。
DN≥300的涂塑钢管不进行打捆,外部涂层应包上保护层。
8.3 成品钢管表面应进行表面标记,标记形式应包括无缝化涂塑复合钢管代号、内外涂层材料代号、钢管尺寸、钢管材质。
8.4 钢管的钢管的包装、质量证明书应符秒度合GB/T2102的规定,根据需方要求,经供需双方协议,并在合同中注明,钢管管端可加保护套,保护套可用塑料或金属材料制成。
第一部分 焊接钢管
1、钢管的尺寸、外形
1.1 规格范围给水和消防管道用无缝化涂塑钢管的基管外径、壁厚范围及允许偏差应符合表1规定。
表1 给水和消防管道用无缝化涂塑钢管的基管外径、壁厚范围及允许偏差
| 外径(mm) | 壁厚(mm) | 允许偏差 | ||||
| 外径 | 管体椭圆度 | 管端椭圆度 | 壁厚mm | 内毛刺mm | ||
| 60 | 3.0-3.5-3.75-4.0 | ±0.75% | ≤0.8% | ≤0.5% | ±5%t | -0.25~ +0.25 |
| 76 | 3.0-3.5-3.75-4.0-4.5-4.75 | |||||
| 89 | 3.5-3.75-4.0-4.5-4.75-5.0 | |||||
| 108 | 3.5-3.75-4.0-4.5-4.75-5.0 | |||||
| 114 | 3.5-3.75-4.0-4.5-4.75-5.0-5.5 | |||||
| 133 | 4.0-4.5-4.75-5.0-5.5-5.75-6.0 | |||||
| 140 | 4.0-4.5-4.75-5.0-5.5-5.75-6.0-6.5 | -0.25~ +0.25 |
||||
| 159 | 4.0-4.5-4.75-5.0-5.5-5.75-6.0-6.5-6.75-7.0 | |||||
| 165 | 4.5-4.75-5.0-5.5-5.75-6.0-6.5-6.75-7.0-7.5 | |||||
| 168 | 4.5-4.75-5.0-5.5-5.75-6.0-6.5-6.75-7.0-7.5 | |||||
| 219 | 4.75-5.0-5.5-5.75-6.0-6.5-6.75-7.0-7.5-7.75-8.0 | |||||
| 273 | 5.0-5.5-5.75-6.0-6.5-6.75-7.0-7.5-7.75-8.0-9.0-10 | |||||
| 325 | 5.0-5.5-5.75-6.0-6.5-6.75-7.0-7.5-7.75-8.0-9.0-10 | |||||
1.2 长度
1.2.1 通常长度
钢管的长度为3000、4500、6000、7500、9000、10500、12000mm,经供需双方协商,可交付长度不短于1500 mm的钢管,但其重量不得超过该批钢管交货总重量的5%。
1.2.2定尺长度和倍尺
定尺长度和倍尺长度应在通常长度范围内,定尺及倍尺全长允许偏差0~+50 mm,每个倍尺长度应按规定留出切口余量5~10 mm。
1.2.3 范围长度
范围长度应在通常长度范围之内。
1.3 弯曲度
钢管的弯曲度不得大于0.15%L
1.4 端头外形
钢管端头外形可根据用户要求进行加工.
1.4.1光管
外径小于φ159mm的钢管两端端面应与钢管轴线垂直,
外径大于φ159mm的钢管,切口斜度不大于1.0mm。
切口端的毛刺应予以清除。
1.4.2坡口
根据用户要求可打坡口,坡口角30°+5° 0°,钝边1.6±0.8mm
2、焊管热处理
2.1为提高焊接钢管整体质量,消防供水用焊接钢管应进行整体正火处理,要求经正火处理后钢管焊缝处的各项力学性能不得低于国标中的钢种要求,加热炉温度控制能力应满足表2要求。表2 加热炉温度控制能力
| 工艺类型 | 加热炉类别 | 有效加热区保温精度 ℃ |
| 钢管整体正火 | 步进式或辊低式 | ±10 |
表3 热处理过程炉温控制表
| 试样材料 | 热处理工艺参数 | ||
| 钢号 | 加热温度℃ | 保温时间/min | 冷却方法 |
| 20# | 900~920 | >20 | 空冷 |
| Q235B | 920~940 | >20 | 空冷 |
| Q345B | 920~940 | >20 | 空冷 |
表4 矫直后要求管体各项尺寸精度
| 外径 | 管体椭圆度 | 管端椭圆度 | 压痕深度 |
| ±0.75% | ≤0.6% | ≤0.5% | ≤0.2mm |
3、卡箍和沟槽(详见CJ/T156-2001沟槽式管接头)
为便于安装,消防管连接接口采用卡箍式连接件接口,管端至待压沟槽段的表面应平整,无凸凹,无变形,其长度不少于60mm。管端沟槽加工各项尺寸参数应满足表5要求,且管端经加工后管端尺寸应满足表4尺寸要求。表5 沟槽各项尺寸表
 |
||||||
| 钢管外径D1 mm |
最小壁厚b mm |
管端至沟槽边尺寸A mm |
沟槽宽度B mm |
沟槽深度C mm |
沟槽外径D2 mm |
|
| 偏差范围mm | -0.5~0 | 0~+0.5 | -0.5~0 | |||
| 60 | 3.0 | 14.5 | 9.5 | 2.2 | 55.6 | |
| 76 | 3.0 | 71.6 | ||||
| 89 | 3.5 | 84.6 | ||||
| 108 | 3.5 | 16 | 103.6 | |||
| 114 | 3.5 | 109.6 | ||||
| 133 | 4.0 | 128.6 | ||||
| 140 | 4.0 | 135.6 | ||||
| 159 | 4.0 | 154.6 | ||||
| 165 | 4.5 | 160.6 | ||||
| 168 | 4.5 | 163.6 | ||||
| 219 | 4.75 | 19 | 13 | 2.5 | 214.0 | |
| 273 | 5.0 | 268.0 | ||||
| 325 | 5.0 | 3.3 | 318.4 | |||
2、卡箍的选用可参照表 6、表7、表8内容选购。
表6 卡箍接头密封圈选用
| 橡胶原料 | 应用范围 | 颜色标记 |
| 天然橡胶 | 用于-35℃至80℃的水和无油气体 | 黑色 |
| 乙丙橡胶 | 用于-35℃至80℃的一般介质,耐老化 | 绿色 |
| 丁晴橡胶 | 用于-40℃至120℃的油、油雾和燃气 | 橙色 |
| 卤化丁橡胶 | 用于不含油,含酸的水和气体 | 棕色 |
| 氟橡胶 | 用于-20℃至200℃的化学介质 | 蓝色 |
| 白色丁晴橡胶 | 用于食品类介质 | 白色 |
| 有机硅橡胶 | 用于-40℃至250℃的不含烃类的空气 | 红色 |
| 氯丁橡胶 | 用于一定范围内的润滑油及化学介质 | 黄色 |
表7 卡箍钢性接头尺寸规格
 |
|||||
| 钢管外径 (mm) |
耐压力 (Mpa) |
螺栓尺寸 | 最大外形尺寸(mm) | ||
| Φ | L | H | |||
| 60 | 2.5 | 2-M10x55 | 92 | 124 | 47 |
| 76 | 2-M10x65 | 110 | 140 | ||
| 89 | 122 | 154 | |||
| 108 | 148 | 178 | 54 | ||
| 114 | 154 | 186 | |||
| 133 | 2-M12x75 | 173 | 220 | ||
| 140 | 180 | 216 | |||
| 159 | 200 | 238 | |||
| 165 | 205 | 244 | |||
| 168 | 210 | 250 | |||
| 219 | 2-M16x90 | 266 | 345 | 66 | |
| 273 | 1.6 | 2-M20x110 | 330 | 452 | |
| 325 | 382 | 505 | |||
表 8 挠性卡箍接头尺寸规格
| 挠性卡箍接头尺寸规格 | ||||||||
| 钢管 外径 (mm) |
公称 压力 (Mpa) |
管端允许 最大间隙 (mm) |
接头允许最大 | 螺栓尺寸 | 最大外形尺寸(mm) | |||
| 转角 (°) |
挠度 (mm) |
Φ | L | H | ||||
| 60 | 2.5 | 2.5 | 2.3 | 42 | 2-M12x55 | 92 | 124 | 47 |
| 76 | 1.9 | 33 | 2-M12x75 | 110 | 140 | |||
| 89 | 1.6 | 28 | 122 | 154 | ||||
| 108 | 1.7 | 29 | 148 | 183 | 54 | |||
| 114 | 1.6 | 28 | 154 | 194 | ||||
| 133 | 1.4 | 24 | 2-M16x85 | 173 | 225 | |||
| 140 | 1.3 | 23 | 180 | 225 | ||||
| 159 | 1.2 | 20 | 200 | 252 | ||||
| 165 | 1.1 | 19 | 205 | 254 | ||||
| 168 | 1.1 | 19 | 210 | 260 | ||||
| 219 | 3.2 | 0.8 | 14 | 2-M20x110 | 266 | 334 | 66 | |
| 273 | 0.7 | 12 | 3-M20x85 | 320 | 370 | |||
| 325 | 0.6 | 10 | 3-M20x85 | 372 | 420 | |||
4、 原料及产品检验
4.1材料牌号和化学成分4.1.1 焊接钢管可采用20#钢、Q235B、Q345B牌号的钢制造,其熔炼成分符合表9规定。
| 牌号 | 化学成分,% | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | |
| 20# | 0.17~0.23 | 0.17~0.37 | 0.35~0.65 | ≤0.035 | ≤0.035 | ≤0.25 | ≤0.30 | ≤0.25 |
| Q235B | 0.12~0.20 | 0.12~0.30 | 0.30~0.70 | ≤0.045 | ≤0.045 | — | — | — |
| Q345B | ≤0.20 | ≤0.55 | 1.00~1.60 | ≤0.040 | ≤0.040 | — | — | — |
注:在供方保证Cr、Ni、Cu含量要求时,可不做检验。
4.1.2 如需方要求进行成品分析时,应在合同中注明,钢管的成品化学成分允许偏差应符合GB/T222—1984 的规定。
4.2.力学性能
4.2.1焊接钢管母材需经纵向a力学试验检验,其力学性能应不低于表10规定。
表10 焊接钢管母材纵向力学性能
| 牌号 | 屈服点ReL MPa |
抗拉强度Rm MPa |
断后伸长率δ5 % |
| 20# | ≥245 | 410~550 | ≥20 |
| Q235B | ≥235 | 375~550 | ≥22 |
| Q345B | ≥345 | 510~665 | ≥21 |
表11 焊接钢管母材横向力学性能
| 牌号 | 屈服点ReL MPa |
抗拉强度Rm MPa |
断后伸长率δ5 % |
| 20# | ≥245 | 390~550 | ≥18 |
| Q235B | ≥235 | 350~550 | ≥20 |
| Q345B | ≥345 | 490~665 | ≥20 |
注: a、纵向:指与带钢轧制方向一致的方向;
b、横向:指与焊接钢管焊缝垂直的方向。
4.3 工艺试验
4.3.1 液压试验
焊接钢管应逐根进行水压试验,且稳压时间不得少于5S,在试验压力下,钢管不得出现渗漏。钢管试验压力计算如下:
其中:S这管子公称壁厚
D为管子外径
σs为管子材料名义屈服强度
K为试验压力系数,一般取0.80~0.95
4.3.2 压扁试验
消防管道用焊接钢管应在热处理前后,分别进行压扁试验,截取长度不小于100mm的试样分别进行0°和90°压扁试验,试验要求和结果应满足表13规定要求。
表13 压扁试验要求
| 板间距离 | 试验后状态 | |
| 热处理前 | 热处理后 | |
| 取样位置 | 每次开机后的第1和第2根钢管 | 每批次不同钢管随机抽取 |
| 数量 | 0°和90°各一个 | 0°和90°各一个 |
| 2/3 | 焊缝无裂纹 | 焊缝及其他部位均无裂纹 |
| 1/3 | 焊缝及其他部位均无裂纹 | 焊缝及其他部位均无裂纹 |
4.3.3 无损探伤
焊接钢管应逐根进行焊缝无损探伤检验。
4.3.4 表面质量
焊接钢管的内外表面不允许有裂纹、折叠、轧折、结疤、离层,这些缺陷应完全清除,清除深度不得超过公称壁厚的负偏差,清理处实际壁厚不小于壁厚允许的最小值。
4.4 试验方法
4.4.1 钢管尺寸应采用符合精度要求的量具逐根进行测量。
4.4.2 钢管内外表面应逐根进行目视检查。
4.4.3 应符合表14规定
表14 钢管其他检验项目要求
| 序号 | 检验项目 | 试验方法 | 取样数量 |
| 1 | 化学成分 | GB/T4336—1984\GB/T222—1984 | 每炉取一个试样 |
| 2 | 母材拉伸试验 | GB/T228—2002 | 每炉取一个试样 |
| 3 | 焊缝拉伸试验 | GB/T228—2002 | 见表 |
| 4 | 液压试验 | GB/T241—2007 | 逐根 |
| 5 | 压扁试验 | GB/T246—2007 | 见表 |
| 6 | 无损探伤 | GB/T577-1996\ GB/7736-2001 | 逐根 |
第二部分 钢管表层防腐处理
1、钢管涂塑加工技术条件
1.1涂塑前处理管体做防腐前,应对热处理后管体内外表面进行除锈,可以使用机械方式除锈,也可以使用化学方式除锈。机械方式除锈是对钢管的内外表面进行喷丸或喷砂处理,并对处理后的表面进行清洁处理。表面粗糙度要求为Sa 2.5级以上采用化学方式(盐酸或硫酸酸洗)时,在除锈后必须进行表面磷化处理。
1.2防腐处理
防腐涂层原料应采用聚乙烯粉末涂料或环氧树脂粉末进行涂塑,且聚乙烯粉末和环氧树脂粉末均应满足表15和表16要求,基管内外表面的涂层厚度应满足表17要求:
表15 聚乙烯粉末的性能
| 项目 | 指标 | 检验方法 |
| 密度/(g/cm3) | >0.91 | GB/T 1033 |
| 拉伸强度/Mpa | >9.80 | GB/T 1040 |
| 断裂伸长率/% | >300 | GB/T 1040 |
| 维卡软化点/℃ | >85 | GB/T 1633 |
| 不挥发物含量/% | >99.5 | GB/T 2914 |
| 卫生性能 | 符合GB/T 17219要求 | |
| 项目 | 指标 | 检验方法 |
| 密度 | 1.3~1.5 | GB/T 1033 |
| 粒度分布 | 筛上150um≤3;筛上250um≤0.2 | GB/T 6554 |
| 不挥发物含量 | ≥99.5 | GB/T 6554 |
| 水平流动性 | 22~28 | GB/T 6554 |
| 胶化时间 | ≤120(200℃) | GB/T 6554 |
| 冲击强度 | ≥50 | GB/T 1732 |
| 弯曲试验 | 通过 | GB/T 6742 |
| 卫生性能 | 符合GB/T 17219的要求 | |
| 公称通径 DN |
内表面涂层(mm) | 外表面涂层(mm) | ||||
| 聚乙烯 | 环氧树脂 | 聚乙烯 | 环氧树脂 | |||
| 普通级 | 加强级 | 普通级 | 加强级 | |||
| 50 | >0.4 | >0.3 | >0.5 | >0.6 | >0.3 | >0.35 |
| 65 | ||||||
| 80 | >0.5 | >0.35 | >0.6 | >1.0 | >0.35 | >0.4 |
| 100 | ||||||
| 125 | ||||||
| 150 | ||||||
| 200 | >0.6 | >0.8 | >1.2 | |||
| 250 | ||||||
| 300 | ||||||
2、外观要求
涂塑完成后,应保证钢管内外表面的平整性和光泽度,光泽应达到95%以上,保证内外表面应光滑、色泽均匀,没有划伤、针孔和沾附异物等缺陷。3、涂层修补
涂塑钢管对于表层防腐涂层局部不合格或涂塑遗漏的部分可进行手动修补,修补材料要与表层其他防腐材料一致,修补后应满足以下条件。3.1 修补处应无漏涂点;
3.2 涂层固化后应用涂层检漏仪检测,涂层应无针孔。
3.3 涂层厚度满足表17要求。
4、性能试验
消防用涂塑钢管内外表面应该保证涂膜具有足够的附着力和机械强度,满足以下试验要求4.1 针孔试验:涂塑钢管内表面用电火花检验仪检测,无电火花产生,见表18。
4.2 附着力:聚乙烯涂层附着力不应小于30N/10mm;环氧树脂涂层附着力为1~3级,见表18。
4.3 弯曲性能:公称尺寸不大于DN50涂塑钢管按5进行弯曲后涂层不发生裂纹或剥离。
4.4 压扁性能:公称尺寸大于DN50的涂塑钢管按6进行压扁后涂层不发生裂纹或剥离。4.5 冲击性能:涂塑钢管按7进行冲击试验后涂层不发生裂纹或剥离。
4.6 卫生性能:输送饮用水的涂塑钢管卫生性能应符合GB/T 17219的要求。
表18 聚乙烯、环氧树脂涂层试验要求
| 性能项目 | 性能 | 检验方法 |
| 针孔试验 | 不发生电火花 | 7.3 |
| 附着力 | 聚乙烯涂层:≥30N/10mm;环氧树脂涂层:1~3级 | 7.4 |
5、试验方法
5.1外观检验外观检验可用目测和手感进行检验。
5.2 尺寸
消防用涂塑钢管的涂层厚度用电磁测厚仪测量,在管子的两端测量圆周上支交的任意四点。长度用卷尺测量。
5.3 针孔试验
用电火花检测仪,对提供试验管的整个内表面进行检查,检测有无电火花产生。检查时所用的电压应符合表19要求。
表19 针孔试验所用电压值
| 涂层种类 | 聚乙烯 | 环氧树脂 | ||||
| 涂层厚度/mm | 0.4~0.5 | 0.6~0.8 | 0.8~1.0 | ﹥1.0 | 0.3~0.4 | ﹥0.4 |
| 检查电压/V | 2000 | 3000 | 4000 | 5000 | 1500 | 2000 |
5.4.1聚乙烯涂层的附着力用拉开法测试。
a)从测试的管件上切取100mm长管段,并将其从轴线方向一分为二。
b)如图所示,用刀具沿管轴方向在涂膜上以10mm宽度切割两道深至基管表面的裂缝。
c)揭起一段,不能损伤涂膜,用弹簧秤向180°方向逐渐用力拉下,并观察涂膜发生剥离时的力,大于30N为合格。如果在拉的过程中涂膜发生断裂,应视为有充分的附着力。
5.4.2环氧树脂涂层的附着力按CJ/T120规定的方法测定。
5.4.3对DN>150的涂塑钢管,在检测附着力时,可用与基管同样厚度、与生产涂塑管同样工艺条件的检查试板代替检测的涂塑钢管。
5.5 弯曲试验
从测试的涂塑钢管任意位置切取长约1200mm的试样,常温下以基管外径的8倍,在弯管机上进行弯曲,弯曲时不带填充物。对聚乙烯涂层弯曲角度为90°,环氧树脂涂层弯曲角度为30°,弯曲时焊缝应背向弯曲方向,试验后,沿弯曲圆弧轴线的中部将试件剖开,检查内涂层有无剥离和裂纹出现。
5.6 压扁试验
从测试的涂塑钢管任意位置切取长约50mm的试样,常温下至于平板间进行压缩。聚乙烯涂层,要求压至两平板间距离为试样外径的2/3;对于环氧树脂涂层,两平板间距离控制为外景的4/5,压扁时涂塑钢管基管焊缝应位于90°压扁位置,压扁后内涂层应无裂纹和剥离出现。
5.7 冲击试验
从检测的涂塑钢管任意位置截取长约100mm的试样,常温下进行冲击试验,此时焊缝应安置在与冲击面向反方向,试验后,检查内涂层有无裂纹或剥离出现,见表20所示。
表20 冲击试验的锤重和下落高度
| 公称通径 | 聚乙烯 | 环氧树脂 | ||
| 锤重/Kg | 垂落高度/mm | 锤重/Kg | 落下高度/mm | |
| 50 | 6.3 | 500 | 2.1 | 500 |
| 65 | 1000 | |||
| 80~300 | 6.3 | 1000 | ||
按GB/T 17219规定的试验方法执行
5.9 外表面涂层的试验按照7.1~7.4规定的方法进行。
6、检验规则
6.1 出场检验6.1.1涂塑钢管每批产品需经质量检验部门检验合格后方可出厂。
6.1.2 出厂检验的项目与抽样数量执行表21要求
表 7出厂检验项目与抽样数量
| 检验项目 | 抽样数量 | 组批规则 | ||
| DN≤150 | DN>150 | 每1000根为一批,余数多余100根的为一批,少于100根的并入相邻上一批。 | ||
| 外观 | 逐根检验 | |||
| 尺寸 | 每批任意抽两根 | 逐根检验 | ||
| 针孔试验 | ||||
| 附着力 | 每批任抽一根 | 每批任抽一根 | ||
| 弯曲试验 | ||||
| 压扁试验 | ||||
| 冲击试验 | ||||
7、交货方式
7.1 按重量交货钢管的交货重量可按实际重量交货,也可按理论重量交货
理论重量公式:W=0.0246615*(D-S)*S+δ
W----------钢管每米理论重量(Kg/m)
D----------钢管的公称外径(mm)
S----------钢管的公称壁厚(mm)
δ----------涂塑钢管增加重量系数(mm)
7.2 根据双方约定,可以按管体实际长度交货。
8、标识、包装及质量证明书
8.1 检验合格的涂塑钢管,外壁应喷上产品标志、制造企业名称、基管的规格壁厚和基管的制造执行标准号等。8.3 包装
成品涂塑钢管采用六角打捆包装,打捆前管子两端根据协议戴上塑料帽。每捆产品应有两个合格证,合格证上应注有以下内容:产品名称、规格、数量、标准编号、生产日期、检验标记、生产厂名称、地址和电话。
DN≥300的涂塑钢管不进行打捆,外部涂层应包上保护层。
8.3 成品钢管表面应进行表面标记,标记形式应包括无缝化涂塑复合钢管代号、内外涂层材料代号、钢管尺寸、钢管材质。
8.4 钢管的钢管的包装、质量证明书应符秒度合GB/T2102的规定,根据需方要求,经供需双方协议,并在合同中注明,钢管管端可加保护套,保护套可用塑料或金属材料制成。
采购:给水和消防管道用无缝化涂塑钢管标准
*表示必填
推荐产品
 涂塑钢管
涂塑钢管怎么进入江南游戏官网 消防涂塑钢管矿用涂塑钢管给水涂塑钢管
涂塑钢管
涂塑钢管怎么进入江南游戏官网 消防涂塑钢管矿用涂塑钢管给水涂塑钢管 热浸塑钢管
热浸塑钢质电缆保护管是采用流化床浸渍工艺,一次性成膜新工
热浸塑钢管
热浸塑钢质电缆保护管是采用流化床浸渍工艺,一次性成膜新工 国标涂塑钢管
近期北方低价资源陆续到货,涂塑钢管价格对市场价格影响较大
国标涂塑钢管
近期北方低价资源陆续到货,涂塑钢管价格对市场价格影响较大 污水处理用涂塑钢管
内环氧外聚乙烯防腐钢管,是一种新型钢塑复合管,其由钢管基
污水处理用涂塑钢管
内环氧外聚乙烯防腐钢管,是一种新型钢塑复合管,其由钢管基 沟槽连接涂塑钢管
涂塑管道具有优良的耐腐蚀性能和比较小的摩擦阻力。在建筑消
沟槽连接涂塑钢管
涂塑管道具有优良的耐腐蚀性能和比较小的摩擦阻力。在建筑消 消防涂塑钢管厂家
涂塑钢管,在管道安装中,安装方法多,使用效果好的,涂塑钢
消防涂塑钢管厂家
涂塑钢管,在管道安装中,安装方法多,使用效果好的,涂塑钢 河南卡压式消防涂塑钢管
河南卡压式消防涂塑钢管,湖北卡压式消防涂塑钢管,湖南卡压
河南卡压式消防涂塑钢管
河南卡压式消防涂塑钢管,湖北卡压式消防涂塑钢管,湖南卡压 河北卡压式消防涂塑钢管卡压式消防涂塑
河北卡压式消防涂塑钢管,内蒙古卡压式消防涂塑钢管,辽宁卡
河北卡压式消防涂塑钢管卡压式消防涂塑
河北卡压式消防涂塑钢管,内蒙古卡压式消防涂塑钢管,辽宁卡 卡压式消防涂塑钢管
卡压式消防涂塑管,卡压式消防涂塑钢管,卡压式消防涂塑管件
卡压式消防涂塑钢管
卡压式消防涂塑管,卡压式消防涂塑钢管,卡压式消防涂塑管件 浙江丝扣连接涂塑钢管
浙江丝扣连接涂塑钢管,杭州丝扣连接涂塑钢管,宁波丝扣连接
浙江丝扣连接涂塑钢管
浙江丝扣连接涂塑钢管,杭州丝扣连接涂塑钢管,宁波丝扣连接 江苏丝扣连接涂塑钢管
江苏丝扣连接涂塑钢管, 南京丝扣连接涂塑钢管,无锡丝扣连接
江苏丝扣连接涂塑钢管
江苏丝扣连接涂塑钢管, 南京丝扣连接涂塑钢管,无锡丝扣连接 DN40*4丝扣连接涂塑钢管
DN40*4丝扣连接涂塑钢管,DN30*4丝扣连接涂塑钢管,DN25*4丝扣连接
DN40*4丝扣连接涂塑钢管
DN40*4丝扣连接涂塑钢管,DN30*4丝扣连接涂塑钢管,DN25*4丝扣连接










