
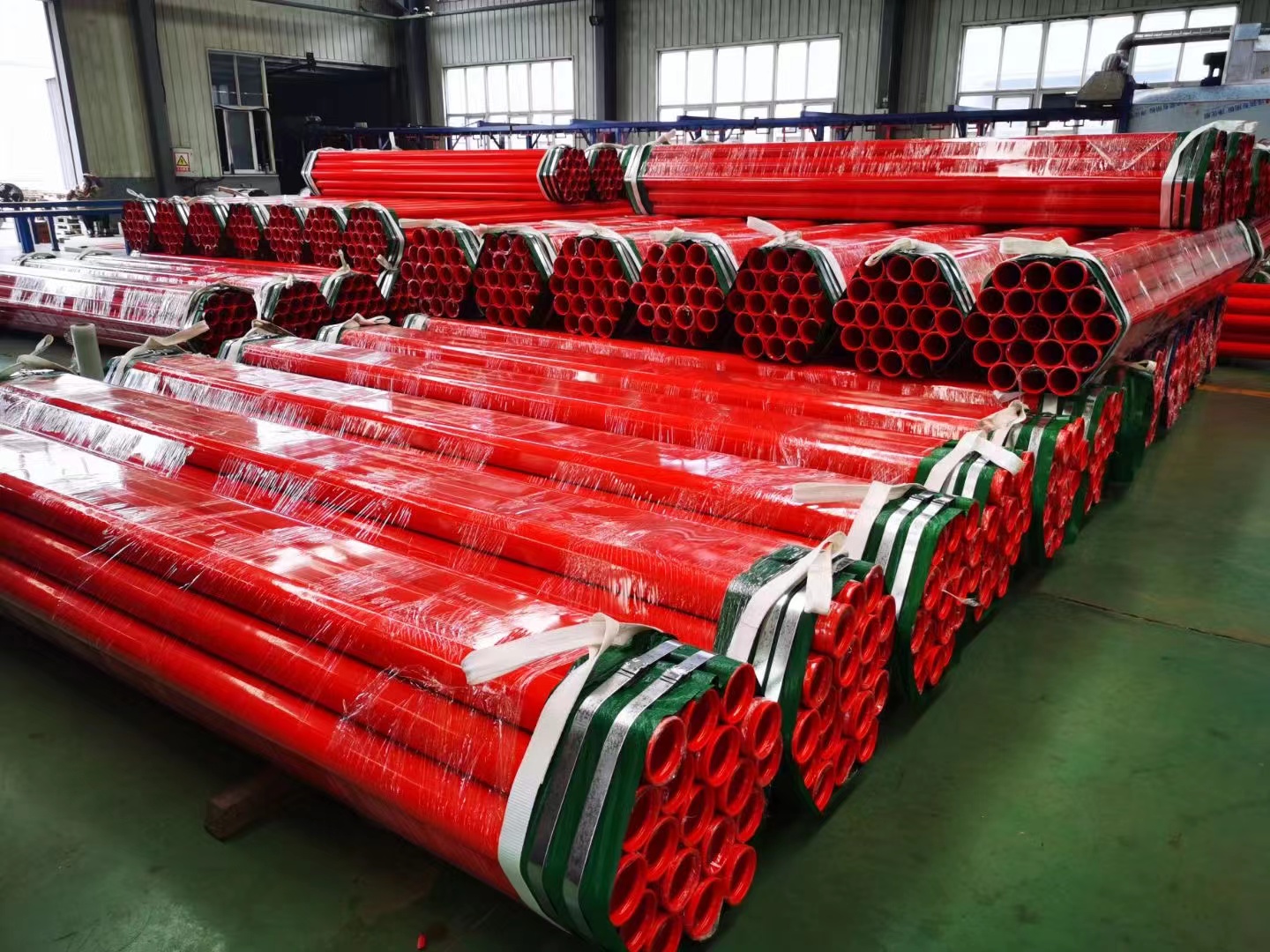
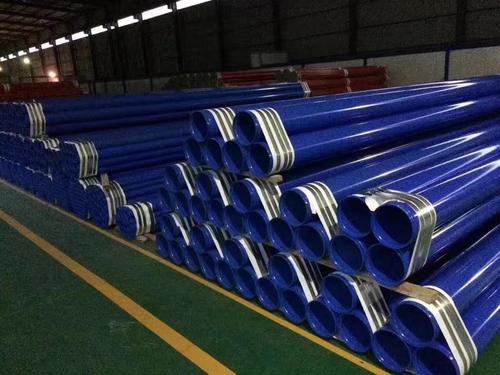

内衬不锈钢涂塑无缝钢管
产品分类: 内衬不锈钢涂塑钢管
内衬不锈钢涂塑无缝钢管 ,山西内衬不锈钢涂塑无缝钢管 ,辽宁内衬不锈钢涂塑无缝钢管 ,吉林内衬不锈钢涂塑无缝钢管 ,黑龙江内衬不锈钢涂塑无缝钢管 ,江苏内衬不锈钢涂塑无缝钢管
订购热线:15703170555
立即咨询
产品详情
内衬不锈钢涂塑无缝钢管 ,山西内衬不锈钢涂塑无缝钢管 ,辽宁内衬不锈钢涂塑无缝钢管 ,吉林内衬不锈钢涂塑无缝钢管 ,黑龙江内衬不锈钢涂塑无缝钢管 ,江苏内衬不锈钢涂塑无缝钢管 ,浙江内衬不锈钢涂塑无缝钢管 ,安徽内衬不锈钢涂塑无缝钢管 ,福建内衬不锈钢涂塑无缝钢管 ,江西内衬不锈钢涂塑无缝钢管 ,山东内衬不锈钢涂塑无缝钢管 ,河南内衬不锈钢涂塑无缝钢管 ,湖北内衬不锈钢涂塑无缝钢管 ,湖南内衬不锈钢涂塑无缝钢管 ,广东内衬不锈钢涂塑无缝钢管 ,四川内衬不锈钢涂塑无缝钢管 ,贵州内衬不锈钢涂塑无缝钢管 ,云南内衬不锈钢涂塑无缝钢管 ,陕西内衬不锈钢涂塑无缝钢管 ,广西内衬不锈钢涂塑无缝钢管 ,宁夏内衬不锈钢涂塑无缝钢管 ,新疆内衬不锈钢涂塑无缝钢管 ,内蒙内衬不锈钢涂塑无缝钢管 ,西藏内衬不锈钢涂塑无缝钢管 ,甘肃内衬不锈钢涂塑无缝钢管 ,青海内衬不锈钢涂塑钢管

内衬不锈钢复合钢管(304+Q235B)是一种新兴的复合管材,具有耐腐蚀、耐高温、高延伸性、高强度等特点,被广泛应用于新建和扩建石化装置的工艺管线中。这种管材最大的使用问题是:基层和复合层的完全熔焊问题。为达到良好的焊接效果,正确的焊接方法是:
1、焊前准备
焊接前将接触层的油漆、污垢及氧化层等清理干净,以免焊接过程中杂质受热会分解成HO和CO。
焊前还要对基层和复合层进行预热。预热采用电加热方法,以对口中心线为基准,两侧不小于壁厚3倍,且不小于50mm,并防止过热。
2、焊接过程


先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。
1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。
2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。
3)点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。
4)应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。
5)焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。


6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。
3、焊后处理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物,必要时应对焊缝进行局部修整。焊接后,应进行后热处理消除残余应力,焊后处理需按照设计要求进行,局部热处理时,宜采用电加热法。基层的焊后处理应按基层材质要求选择热处理温度,其他参数按不锈钢内衬管总厚度(7±1.5)mm进行计算
采购:内衬不锈钢涂塑无缝钢管
*表示必填
推荐产品
 涂塑钢管
江南app在线登录官网 分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管,
涂塑钢管
江南app在线登录官网 分类:DN20涂塑钢管,DN25涂塑钢管,DN40涂塑钢管, 国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国
国标涂塑钢管
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国 消防涂塑钢管
DN20消防涂塑钢管,DN25消防涂塑钢管,DN40消防涂塑钢管,DN50消防
消防涂塑钢管
DN20消防涂塑钢管,DN25消防涂塑钢管,DN40消防涂塑钢管,DN50消防 涂塑钢管执行标准
涂塑钢管执行标准规格分类:DN20 涂塑钢管执行标准,DN25 涂塑钢
涂塑钢管执行标准
涂塑钢管执行标准规格分类:DN20 涂塑钢管执行标准,DN25 涂塑钢 国标涂塑钢管厂家
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国
国标涂塑钢管厂家
国标涂塑钢管,山西国标涂塑钢管,辽宁国标涂塑钢管,吉林国 小口径涂塑钢管
怎么进入江南游戏官网 清洗洁净后外表应到达枯燥 怎么进入江南游戏官网 是国内近
小口径涂塑钢管
怎么进入江南游戏官网 清洗洁净后外表应到达枯燥 怎么进入江南游戏官网 是国内近 大口径涂塑钢管厂家
影响涂塑钢管热处理质量的要素有什么?涂塑钢管在热处理进程
大口径涂塑钢管厂家
影响涂塑钢管热处理质量的要素有什么?涂塑钢管在热处理进程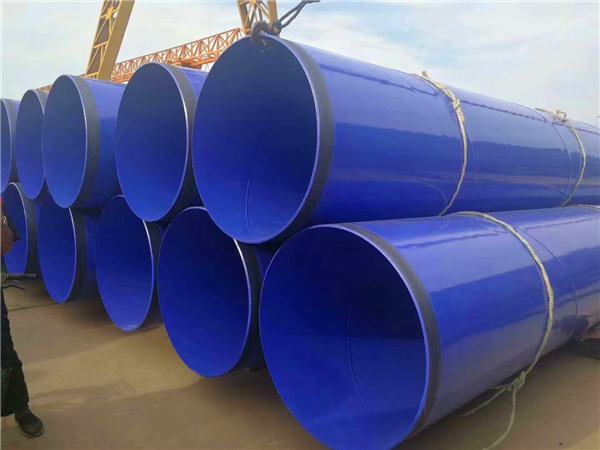 大口径涂塑钢管
该复合钢管是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行
大口径涂塑钢管
该复合钢管是采用PE(改性聚乙烯)进行热浸塑或EP(环氧树脂)进行 涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所
涂塑钢管厂家
在改革开放大潮不断创新的基础上,涂塑钢管逐步让工程项目所 国标承插涂塑钢管
国标承插涂塑钢管区域分类: 国标承插涂塑钢管,山西国标承插
国标承插涂塑钢管
国标承插涂塑钢管区域分类: 国标承插涂塑钢管,山西国标承插 玻璃钢链接承插式涂塑钢管
玻璃钢管链接承插式涂塑钢管, 玻璃钢管常用的连接方式有四种
玻璃钢链接承插式涂塑钢管
玻璃钢管链接承插式涂塑钢管, 玻璃钢管常用的连接方式有四种 柔性承插式涂塑钢管
柔性承插式涂塑钢管,DN200柔性承插式涂塑钢管,DN250柔性承插式
柔性承插式涂塑钢管
柔性承插式涂塑钢管,DN200柔性承插式涂塑钢管,DN250柔性承插式










