
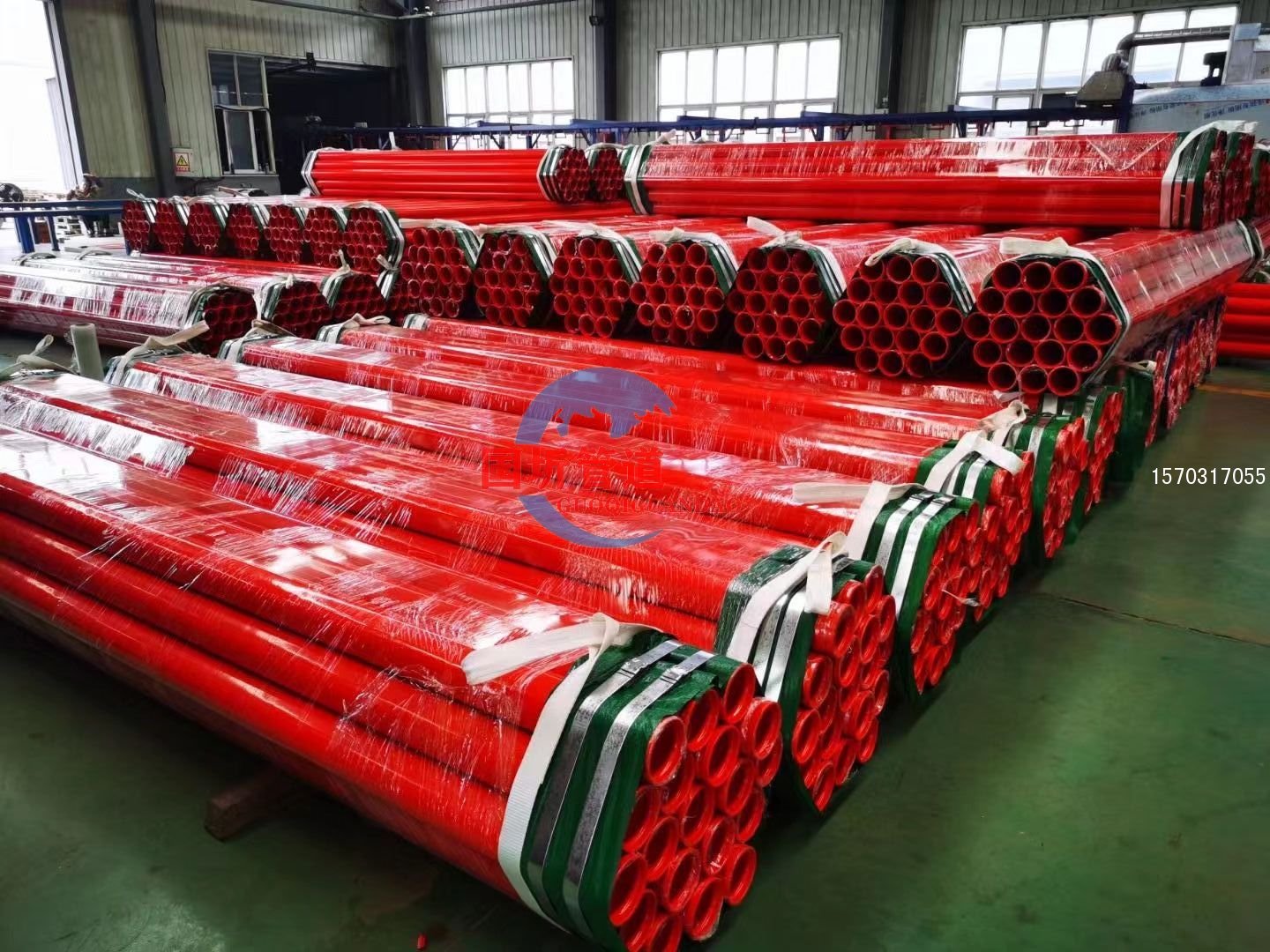













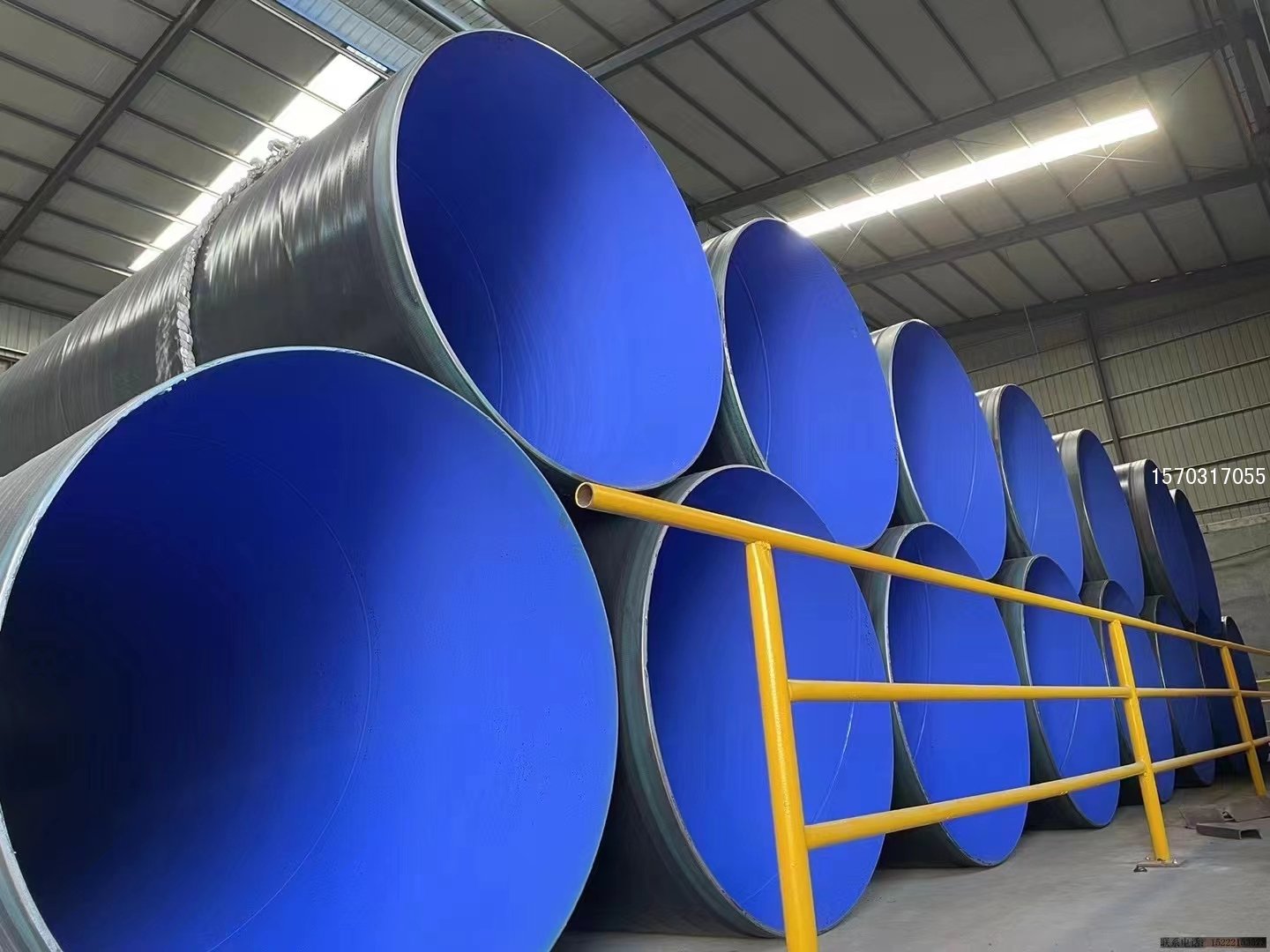
山东海化-碳钢直缝管、涂塑复合钢管项目
产品分类: 热力管道工程
一、 设计制造及验收标准 钢塑复合钢管及管件设计制造应遵循的国家规范与标准包括但不限于:《给水涂塑复合钢管》 CJ/T120-2008 《低压流体输送用焊接钢管》 GB/T3091-2001 《生活饮用水
订购热线:15703170555
立即咨询一、设计制造及验收标准
钢塑复合钢管及管件设计制造应遵循的国家规范与标准包括但不限于:《给水涂塑复合钢管》 CJ/T120-2008
《低压流体输送用焊接钢管》 GB/T3091-2001
《生活饮用水输配水设备及防护材料的安全性评价标准》 GB/T17219-1998
《低压流体输送管道用螺旋缝埋弧焊钢管》 SY/T5037-2000
《现场设备、工业管道焊接工程施工及验收规范》GB50236-1998
《金属熔化焊焊接接头射线照相》 GB3323-2005
《涂装前钢材表面锈蚀等级和除锈等级》GB8923-1998

若卖方采用的规范和标准在上述规范、标准之外,必须是国际公认的与中国规范标准同等或更高等级的规范标准。卖方必须列表将明显的差异点进行详细说明,并同时提供规范标准的中英文版本。
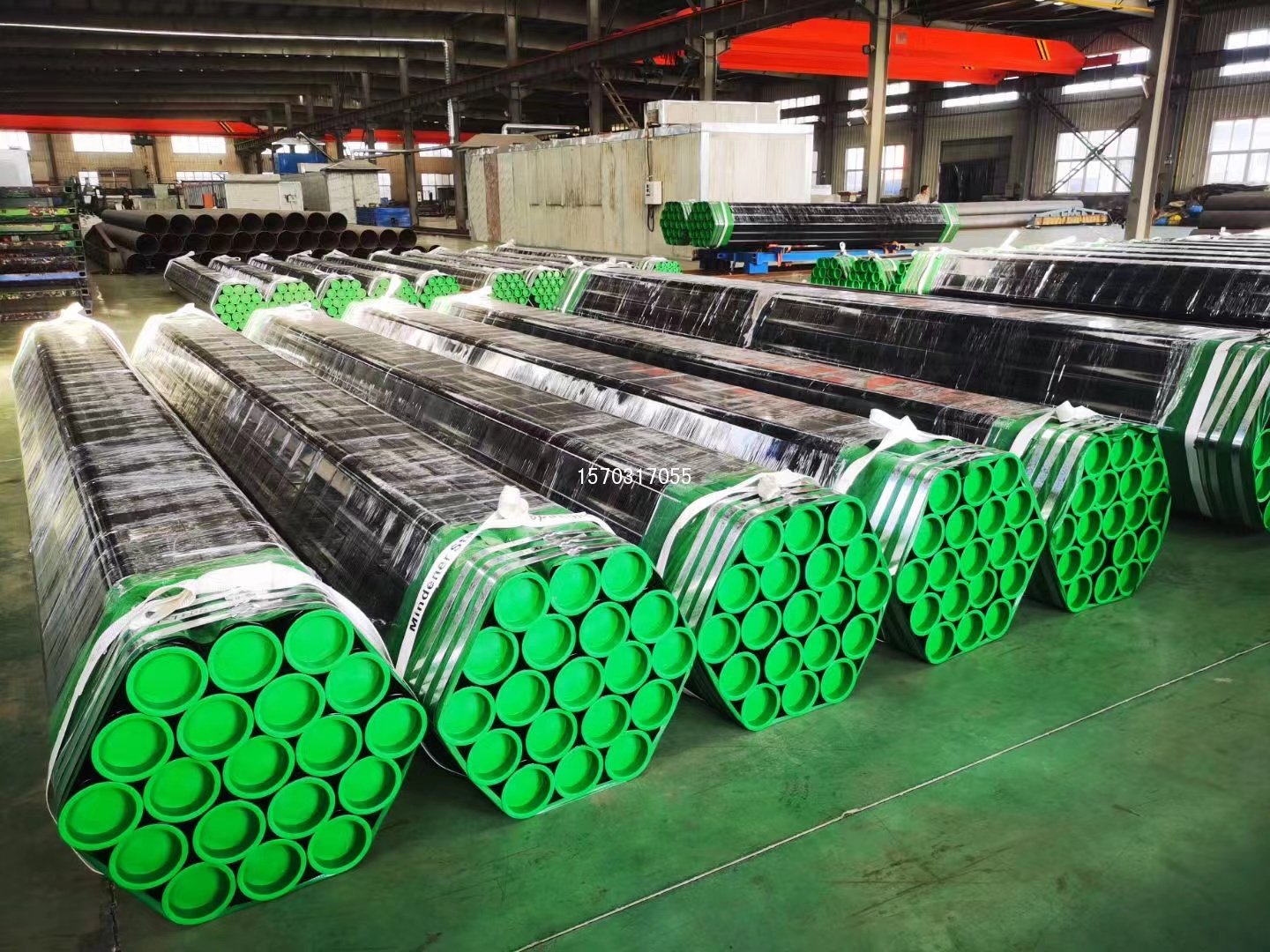
二、钢管及管件
钢管材质:螺旋焊缝或直缝焊钢管(Q235A);
管件材质:标准管件
制造及验收应符合《低压流体输送管道用螺旋缝埋弧焊钢管》SY/T5037-2008或《低压流体输送用焊接钢管》 GB/T3091-2001及《金属熔化焊焊接接头射线照相》且本工程我厂所提供的钢管压力等级为1.0Mpa、1.6Mpa、1.85Mpa等,所有的螺旋焊接钢管质量都优于其他国内厂家。
(1)螺旋管生产流程和技术
螺旋焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝焊接钢管。
(2)设备
主机: 英国WILSON BYAND公司制造的BYAND-2000型制管机组,该机组属分段组装式,总重量约130吨,可拆分为四个主要部分而进行单体运输,适宜于在现场布置设备、现场生产、现场供应钢管。机组总体性能参数如下:
钢管规格:Φ219----Φ2020
制管长度:定尺12m
原料板宽 最小500mm,最大1500mm
钢卷重量 最大30吨
材料等级最高达API 5L×65
内外及时对接焊机 LINCOLN DC-1500
主驱动主减速器 DAVID BROWN RADICON
等离式切割机 LINCOLN PRO-CUT 125
液压系统 VICKERS、DENISON
电控系统 SIEMENS、ABB
内外焊接装置:内焊单丝、外焊双丝,选用林肯 焊机,并有红外线热成像内焊跟踪控制系统
焊剂回收装置:回收焊后焊剂
自动外补焊装置:修补焊缝缺陷
平头到棱机:保证达到标准的管端要求
水压试验机:100%的水压试验
称重测量装置:称重和测量钢管的长度
(3)工艺流程
工艺流程如下:
开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊——水压试验
(4)质量保证
检验工艺如下:
原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——最终检验
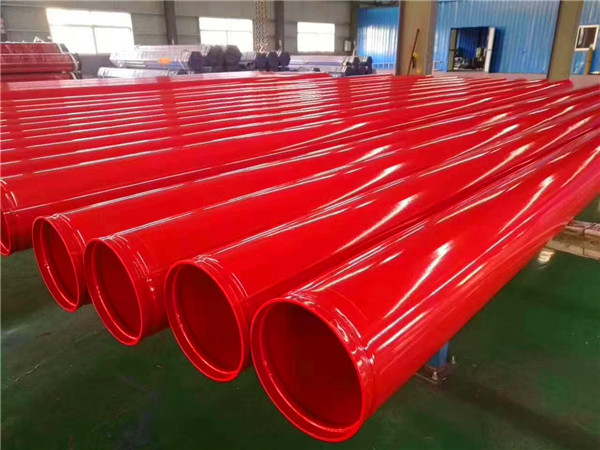
(3)内涂层
材料为环氧树脂粉末
用于涂敷的聚环氧粉末,其性能应符合《给水涂塑复合钢管》CJ/T120-2008 中的规定。
环氧树脂粉末的检验除卫生安全性能一项外,其余各项由粉末生产厂家按每个生产批号进行检验,并向涂塑钢管生产厂提交检验报告。卫生安全性能的检验由国家指定检验机构按粉末牌号进行检验。
(4)制造力
用化学或机械等方法,对原管内表面进行先进的抛丸设备做抛丸处理,处理后应达到GB8923-1998标准中规定的Sa2.5级要求,并去除灰尘、油污。钢管内焊筋高度应控制在0.5mm以下,并不允许有尖棱角和锯齿性飞溅。
对已处理的原管加热,用压送或抽吸等方法将EP粉末送入原管内,使其熔融附着在内壁上,由于钢管内外涂覆防腐层,设计管道时可不需要考虑钢管腐蚀量或者少考虑腐蚀量,原管加热的温度及粉末塑(固)化的时间应执行粉末生产厂的规定。
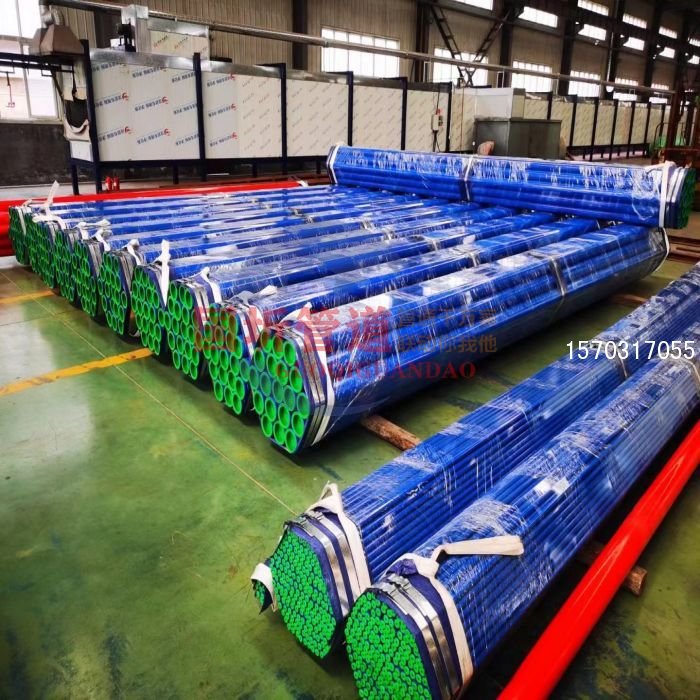
(5)其他
管两端应有50-80mm的预留段,并涂刷防锈可焊涂料和加装隔离帽;
堆放层数不大于4层,底层距离地面不小于150mm。采用两道支垫垫起,支垫间距为米。支垫的最小宽度为150mm,支垫与管及管与管之间用软垫隔开;
(6)涂层外观要求
EP涂层必须光滑,没有伤痕、针孔和沾附异物等妨碍实用的缺陷。涂塑钢管应具有实用性的直度,但两个端面与管轴必须成直角。EP涂层颜色宜为灰色。
(7)涂层厚度要求
1、涂层厚度为不小于0.45mm。
(8)涂层质量要求
涂塑后的钢管必须根据《给水涂塑复合钢管》CJ/T 2008中的要求进行试验,涂层质量应符合表2的规定。
表1
|
项 目 |
要 求 |
|
聚乙烯涂层 |
|
|
针孔试验 |
不发生电火花击穿现象 |
|
附着力试验 |
≥35N/10mm3 |
|
弯曲试验 |
涂层不发生脱落,断裂 |
|
压扁试验 |
涂层不发生脱落,断裂 |
国工业标
|
冲击试验 |
涂层不发生脱落,断裂 |
|
卫生性能试验 |
符合GB/T 17219要求 |
|
注:测量附着力时,如果薄膜断裂,应视为有充分的附着力。 |
|
(9)试验方法
涂塑外观的质量用目测和手感进行检验。
涂层厚度测量,对涂塑钢管的两管端用电磁测厚仪测量圆周上相交的任意四点。
1、针孔试验
用电火花检测仪,对提供试验的管子的整个内表面在1500V电压下作试验检验,看有无电火花产生。
2、附着力试验
EP涂层的附着力试验结果应符合《给水涂塑复合钢管》CJ/T120-2008中的规定。
3、压扁试验
本次招标的涂塑钢管应进行压扁试验。压扁试验的结果应符合《给水涂塑复合钢管》CJ/T120-2008 中的规定,厂家供货是应提交相应规格的样品到国家相应部门检测,以实际数据来验收。
4、冲击试验
涂塑钢管冲击试验结果应能满足《给水涂塑复合钢管》CJ/T 2008的试验要求。
5、卫生性能试验
按GB/T 1729规定进行浸泡试验,有一项指标达不到标准,即为不合格。
6、检验与验收
检验分出厂检验和型式检验。
7、出厂检验
涂塑钢管应由生产厂的质检部门检验合格后方可出厂。组批、抽样及判定。
-
 涂塑钢管
涂塑钢管怎么进入江南游戏官网 消防涂塑钢管矿用涂塑钢管给水涂塑钢管
涂塑钢管
涂塑钢管怎么进入江南游戏官网 消防涂塑钢管矿用涂塑钢管给水涂塑钢管 -
 双胶圈承插涂塑钢管
双胶圈承插江南app在线登录官网 分类 DN200双胶圈承插涂塑钢管 ,DN250双胶
双胶圈承插涂塑钢管
双胶圈承插江南app在线登录官网 分类 DN200双胶圈承插涂塑钢管 ,DN250双胶 -
 热浸塑钢管
热浸塑钢质电缆保护管是采用流化床浸渍工艺,一次性成膜新工
热浸塑钢管
热浸塑钢质电缆保护管是采用流化床浸渍工艺,一次性成膜新工 -
 国标涂塑钢管
近期北方低价资源陆续到货,涂塑钢管价格对市场价格影响较大
国标涂塑钢管
近期北方低价资源陆续到货,涂塑钢管价格对市场价格影响较大 -
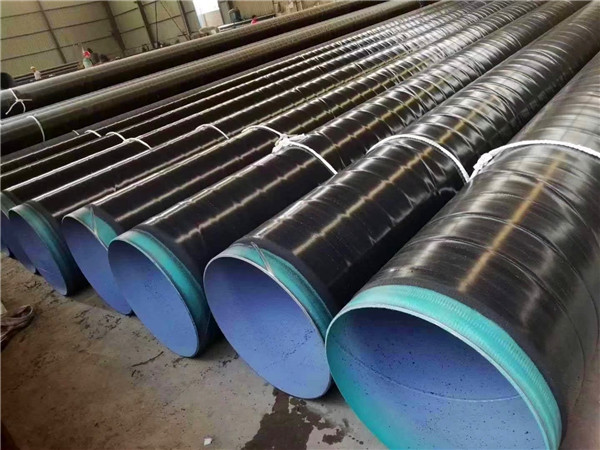
 污水处理用涂塑钢管
内环氧外聚乙烯防腐钢管,是一种新型钢塑复合管,其由钢管基
污水处理用涂塑钢管
内环氧外聚乙烯防腐钢管,是一种新型钢塑复合管,其由钢管基 -
 沟槽连接涂塑钢管
涂塑管道具有优良的耐腐蚀性能和比较小的摩擦阻力。在建筑消
沟槽连接涂塑钢管
涂塑管道具有优良的耐腐蚀性能和比较小的摩擦阻力。在建筑消 - 消防涂塑钢管厂家
涂塑钢管,在管道安装中,安装方法多,使用效果好的,涂塑钢
-
 河南卡压式消防涂塑钢管
河南卡压式消防涂塑钢管,湖北卡压式消防涂塑钢管,湖南卡压
河南卡压式消防涂塑钢管
河南卡压式消防涂塑钢管,湖北卡压式消防涂塑钢管,湖南卡压 -
 河北卡压式消防涂塑钢管卡压式消防涂塑
河北卡压式消防涂塑钢管,内蒙古卡压式消防涂塑钢管,辽宁卡
河北卡压式消防涂塑钢管卡压式消防涂塑
河北卡压式消防涂塑钢管,内蒙古卡压式消防涂塑钢管,辽宁卡 -
 卡压式消防涂塑钢管
卡压式消防涂塑管,卡压式消防涂塑钢管,卡压式消防涂塑管件
卡压式消防涂塑钢管
卡压式消防涂塑管,卡压式消防涂塑钢管,卡压式消防涂塑管件 -
 浙江丝扣连接涂塑钢管
浙江丝扣连接涂塑钢管,杭州丝扣连接涂塑钢管,宁波丝扣连接
浙江丝扣连接涂塑钢管
浙江丝扣连接涂塑钢管,杭州丝扣连接涂塑钢管,宁波丝扣连接 -
 江苏丝扣连接涂塑钢管
江苏丝扣连接涂塑钢管, 南京丝扣连接涂塑钢管,无锡丝扣连接
江苏丝扣连接涂塑钢管
江苏丝扣连接涂塑钢管, 南京丝扣连接涂塑钢管,无锡丝扣连接